服务项目 |
银焊条 |
面向地区 |
全国 |
HAG-5B 含银5% 等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金接头的焊接。熔点645-815摄氏度。HAG-15B 含银15% 等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。可钎焊承受振动载荷的铜及其合金接头的钎焊。熔点645-800摄氏度。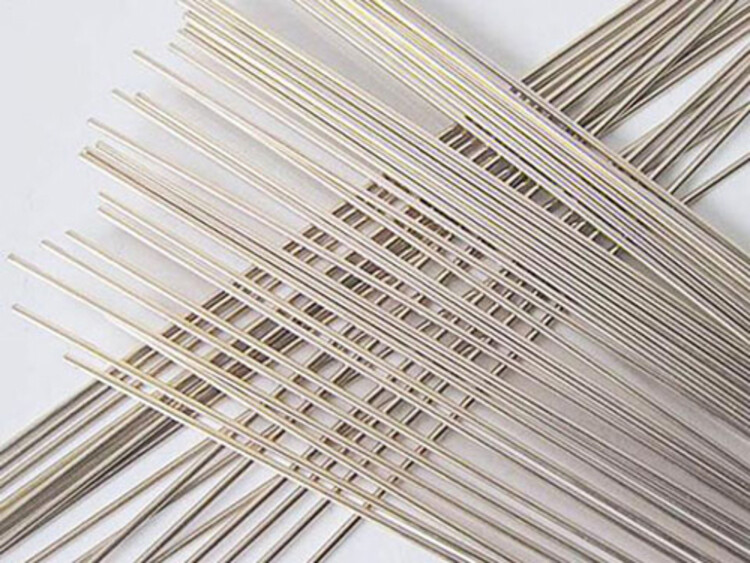
HYAg-25B银焊条(银焊丝,银焊片) 熔化温度:700-800 低廉的无镉钎料,较好的润湿性和填充能力,但熔点提起高,可钎焊铜、铜合金、钢等材料。HYAg-20B银焊条(银焊丝,银焊片) 熔化温度:620-760 熔化范围适中,润湿性和填充好,可焊铜、铜合金、钢等大都份材料,成本低廉,经济实用。
738 > 0.5~3.2mm HRC 32~35 半透明及需有表面光泽之塑料产品模具钢,大型模具,产品形状复杂及精度高之塑料模用钢。塑料射出模、耐热模、抗腐蚀模、蚀花性良好,具备优良加工性 能,易切削抛光和电蚀,韧性及耐磨性佳。预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产生熔合不良及等缺陷。
存取及搬运焊条时小心不要弄破包装,特别是内包装“热收缩膜”。打开银焊条包装应尽快将其全部用完(要求在一周以内),一旦焊丝直接暴露在空气中,其防氧化时间将大大缩短(特别在潮湿、有腐蚀介质的环境中)。按照“先出”的原则发放焊条,尽量减少产品库存时间。请按焊条的类别、规格分类存放、防止错用。
70N > 0.1~4.0mm焊丝特性与用途:高硬度钢之接合,锌铝压铸模龟裂、焊合重建、生铁/铸铁焊补。可直接堆焊各种铸铁/生铁材料,也可做为模具龟裂之焊合,使用铸铁焊接时,尽量将电流放低,用短距离的电弧焊接,钢材进行部份之预热,焊接后之加热以及慢慢冷却。
18 > 0.5~3.2mm HRC 28~30 大型家电、玩具、通信、电子、运动器材等塑料产品模具钢。塑料射出模、耐热模、抗腐蚀模,切削性、蚀花性良好,研磨后表面光泽性优良,使用寿命长。预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产生融合不良及等缺陷。